
The Problem That Can Go Away: Electrostatic Discharge
We’ve all experienced static electricity in our daily lives. Simply dragging your feet across a carpet floor can produce a small shock. Beyond those harmless little jolts, static electricity has also been known to cause grain buildings to explode and — more closer to home — shutdown production lines.
To learn more about the impact of static electricity on the converting process, we reached out to Kelly Robinson of Electrostatic Answers. Kelly consults on eliminating injury and waste from static electricity.

How much of an impact do electrostatic discharges have on the industry?
Robinson estimates the losses range in the 1 to 4% range. In the printing and converting industry, which is expected to be a $100 billion industry by 2020, those losses could total around $3 billion dollars. So what types of losses can occur?
One example (we’ll get to more in just a bit) is static ignitions. A static spark can cause a fire with the type of solvents converters commonly use. You don’t hear about these types of fires in the news — it’s not near the scale of the sugar cane factory that exploded in Georgia in 2008.

But it does damage equipment, scare your operators and can shut your line down. “A line could go down for hours or six months, because you have to repair the equipment and investigate what caused the fire,” Robinson said.
Before we detail the specific type of damages electrostatic charges can cause, let’s take a closer look at how it occurs in the first place.
What is electrostatic discharge?
A good electrostatic discharge definition comes to us from Wikipedia: An electrostatic discharge is the sudden flow of electricity between two electrically charged objects caused by contact, an electrical short, or by dielectric breakdown.
This buildup is caused by tribo-charging, or by an electrostatic induction. According to Robinson, tribo-charging is the most common mechanism to impact the converting industry. It occurs when two materials are rubbed together.
You experience tribo-charging when you drag your feet across the carpet on a dry winter day and build up a charge, then touch an object that has an opposite or neutral charge. Your skin carries a charge, and the object you’re touching – a metal cabinet – would have a nearly neutral charge.
In the chart below, Robinson shows the materials often used in converting, particularly synthetic polymers, that can carry a negative charge. “When the synthetic polymers touch a ceramic roller, the charge builds up naturally on the substrates,” he explained. “You can get sparks.”
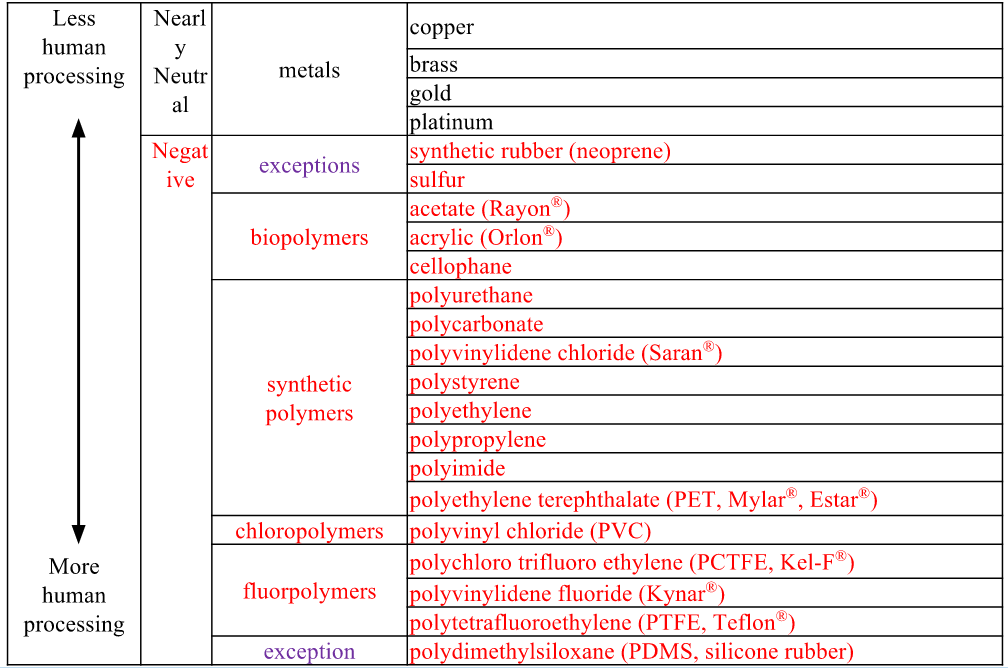
Robinson notes that sparks don’t occur with all rollers. “Most of the rollers you don’t have to worry about — it’s just in a handful of places, such as the nip rollers.” The graphic below indicates the trouble spots. (Note: A charge > 5 μC/m2 can cause sparks.)

Static discharge example: 5 types of electrostatic damage
Robinson spelled out the five ways electrostatic shock can impact your people, your machines and your bottom line.
1. Fire: Sparks can ignite, and cause a fire within your solvent coating operation.
2. Shocks: A winding roll can store a ton of static, and operators can get a shock. Robinson notes that these shocks have been used to haze new operators (“Hey Ed, the static on the roll smells like vanilla. Give it a whiff – what do you think?”), but it’s no joke. There has been an operator fatality from a lethal shock.
3. Damaged product: It’s common for products such as release liners to be damaged. A static charge can actually punch a hole in a release liner, and the underlying label will adhere to the web.
4. Sheets stuck together: Much like your clothes will stick together coming out of the dryer, too much static will cause sheets of paper to stick together, jamming the process.
5. Dust and debris: If you’re producing imaging products or medical devices, debris can be a serious issue. Static charges will attract dirt and debris.
What can we do for overall static control?
Surprisingly, as Robinson notes in the expert audio interview below, static control has been around since the early 1900s. He jokes that “you’d think we’d be better at it” after 100 years, but in the last 20 years there have been tremendous advancements.

To get truly effective static control, you must adopt the same type of fault-tolerant strategy commonly employed by organizations like NASA for mission critical operations.

In this case, you use a fail-safe level of static control, illustrated above as the first level of defense. This is to protect against specific risks. In the case of converting, the risk is that the flammable polymer could catch on fire.
Then you add in a second layer of protection, to dissipate static at the source. In this case, a static charge could occur after the web exits the rollers. “That way, it would take two simultaneous factors to cause an issue,” Robinson said.
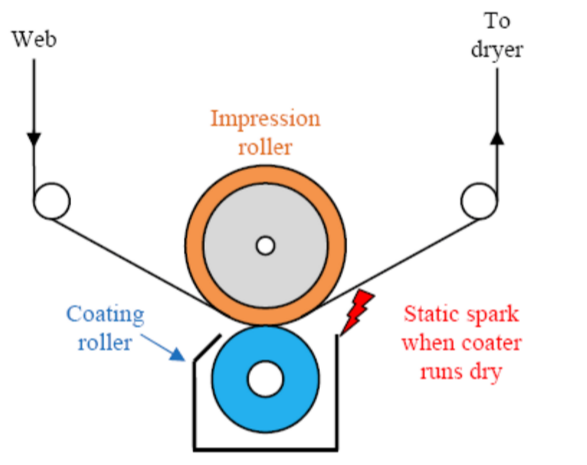
In the graphic below, you can see where the static spark can occur. If you run a web through a coater, the web can exit with a large amount of charge, especially if the coating roller runs dry by accident. The spark caused by a high charge exiting the coater can ignite a fire.
What are some specific strategies for converters to prevent ESD damage?
There are a number of different static control methods that can be used. Robinson highlights a few examples to give you an example of the fault-tolerant strategy.
To control the static, you would add in a fail-safe static bar on the entering web (that’s your inner level of protection). Then, in the event that coating roller runs dry, you would add in another fail-safe static bar on the exiting web.
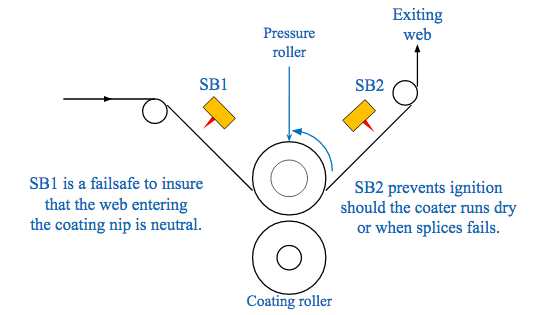

Static dissipating bars are set based on different scenarios. Here we see the nip rollers, which as we noted earlier, produce a high amount of electrostatic discharge. See the secondary static dissipating bar, positioning as the web is taken up onto the winding roll:

The fault-tolerant strategy shows up on the bottom line
We’re always looking for easy wins in business. Before you do battle with some of the big challenges, you find the low hanging fruit and pick it.
Dealing with static control is a perfect example of how you could potentially preserve yourself from losing 1-4% on your bottom line. With the fault-tolerant approach Robinson champions, you don’t leave anything to chance – including your profits.
