Battery Electrode Coating: How to Get the Highest Quality Anode and Cathode Coating
According to research firm Reports and Data, the global battery market is projected to grow from a level of $119 billion in 2020 to $328 billion in 2028.
The usage of batteries in products such as electric vehicles and wearable devices continues to push the innovation envelope, but it will likely adhere to the following criteria:
- Make batteries smaller
- Make batteries deliver more power
- Make batteries safer
- A combination of 1-3
The converting industry can influence innovation particularly in the realm of battery electrode coating. In broad strokes, the higher the quality of the coating on those electrodes, the higher the quality of the battery. (We’ll break down what defines quality in a bit.)
This is a great opportunity, but also a formidable challenge, as the shrinking size of batteries necessitates thinner coating layers that have to be just as accurate and precise as their thicker counterparts.
As it refers to the coating process, accuracy is the ability to coat at your target thickness from one coating run to the next. Precision, on the other hand, is producing on-target coating thickness continuously throughout a coating run.
Let’s take a closer look at the role of coating within battery manufacturing.
Technologies may change, but the methodology will remain the same
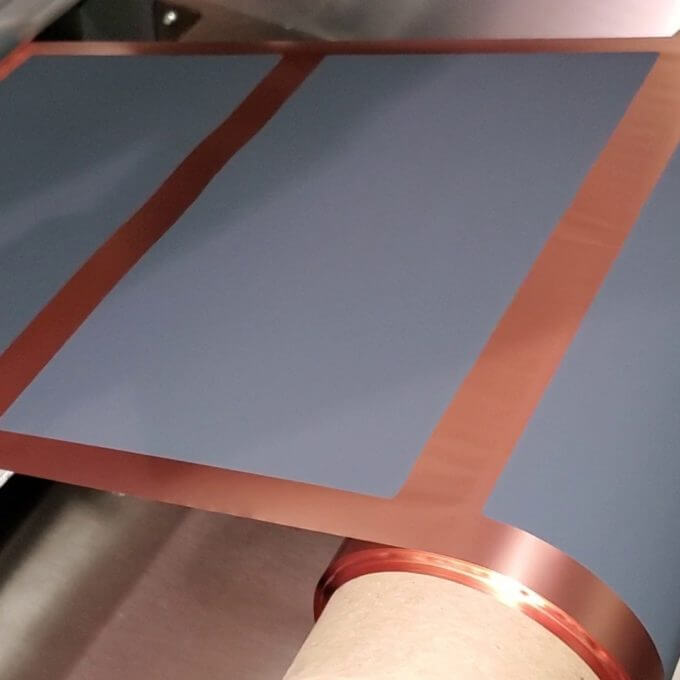
The majority of today’s battery electrode slurries are composed of a carbon, graphite and binder, coated in a thin film onto a current collector (typically, an aluminum foil is used with the cathode, and a copper foil for the anode).
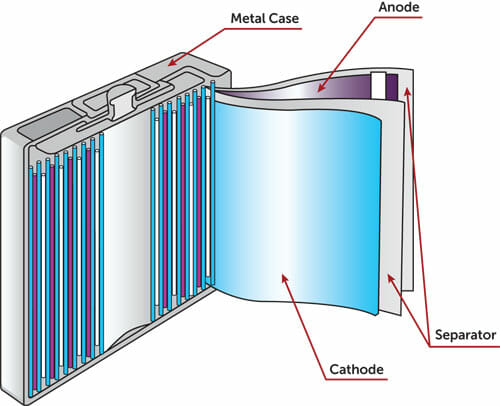
These thin films are then layered upon each other with a separator in between. The films can be stacked in a rectangular shape or wound together (see graphic). The current collectors at the edges or tips of these films are bonded together by tabs in a welding process, thus allowing like electrodes to be combined together.
This methodology will likely not change with the advent of new battery technologies no matter what new materials are used in slurry. Thus the need to improve the coating process, and ultimately improve the quality of the layers, is paramount.
Improving coating quality can be broken down into five areas:
- Thinner coating
- Better uniformity
- Defect reduction
- Less waste
- Safety
Understanding the two coating methodologies
Now that we’ve defined quality parameters, let’s take a closer look at two differing coating methodologies:
- Mechanical metering
- Volumetric metering
Mechanical metering is when two mechanical surfaces create a gap that is equal to the desired coating thickness. The fluid is then distributed onto the substrate as it moves through the gap. To change the thickness, you need to mechanically adjust the spacing between the two rollers.
Three types of mechanical metering include:
Knife-over-roll
Comma roll
Roll coating
Volumetric metering is where a specific volume of fluid is dispensed onto the substrate surface. Instead of a mechanical metering of a gap, we have a pump that delivers a fixed volume, equal to the desired coating thickness. You simply adjust the pump to change the thickness.
The lone volumetric pre-metered system is:
Slot die
Now let’s consider the performance of those methodologies in relation to both today and future battery requirements, and which one is optimal.
Quality Goal #1: Thinner coating
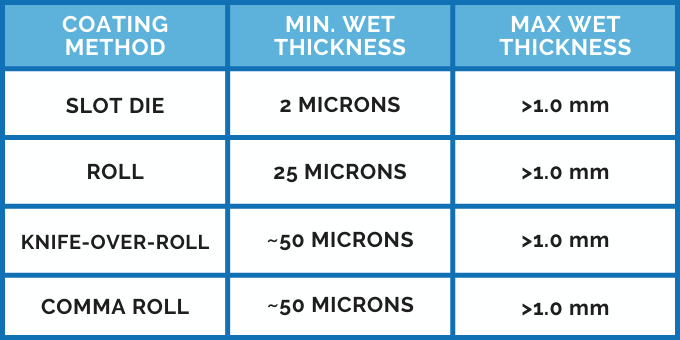
(Wet thickness is the thickness of the wet material when applied.)
In comparing the coating methods, slot die allows for the lowest minimum, achieving as low as 2 microns of minimum wet thickness.
It’s important to note that most battery manufacturing only requires minimum coating levels near 25 microns, which means roll coating may be acceptable. However, if we follow the marketplace trend, thinner coating will require smaller wet thickness minimums.
It should be noted that all the methods allow for a maximum web thickness over 1.0 mm.
Quality Goal #2: Better uniformity

Uniformity is another critical factor. It’s a measurement of the highest point of variation in the thickness of material at any point on the film. The lower the variation, the better.
Precision plays a role here, and because the material is volumetrically pre-metered, slot die leads in this category as well, with a cross-web uniformity of 2%. It also boasts a Machine Direction Uniformity of +/- 1%.
Shear has a tremendous impact on the electrode coating uniformity, especially considering how the composition of slurry continues to evolve and different materials are integrated into the mix. Shear is the grinding or sliding of the fluid upon itself.
Because all the battery slurries are not true ionic solutions, but a mixture of carbon and graphite, they will have tiny, jagged materials. The abrasiveness of the slurry will slowly wear out the mechanical metering surfaces of the coating device.
With the slot die, the slurry is dispensed directly through the slot die head onto the substrate and you don’t have the mechanical grinding action. The wear issue is significantly decreased.
Quality Goal #3: Defect reduction
Defect management plays a big part in keeping costs down, but it has always been a challenge due to the coarseness of the coating materials. For example, if a slurry particle gets stuck between a roller, it can leave streaks or lines in the coating.
It’s important to note that with slot die, you are also further away from the roller than the other processes — usually 2 to 5x the wet-coating thickness. This dramatically reduces the chance of streaks or long-term defects. With a slot die head, the most you’ll get is a spot defect.
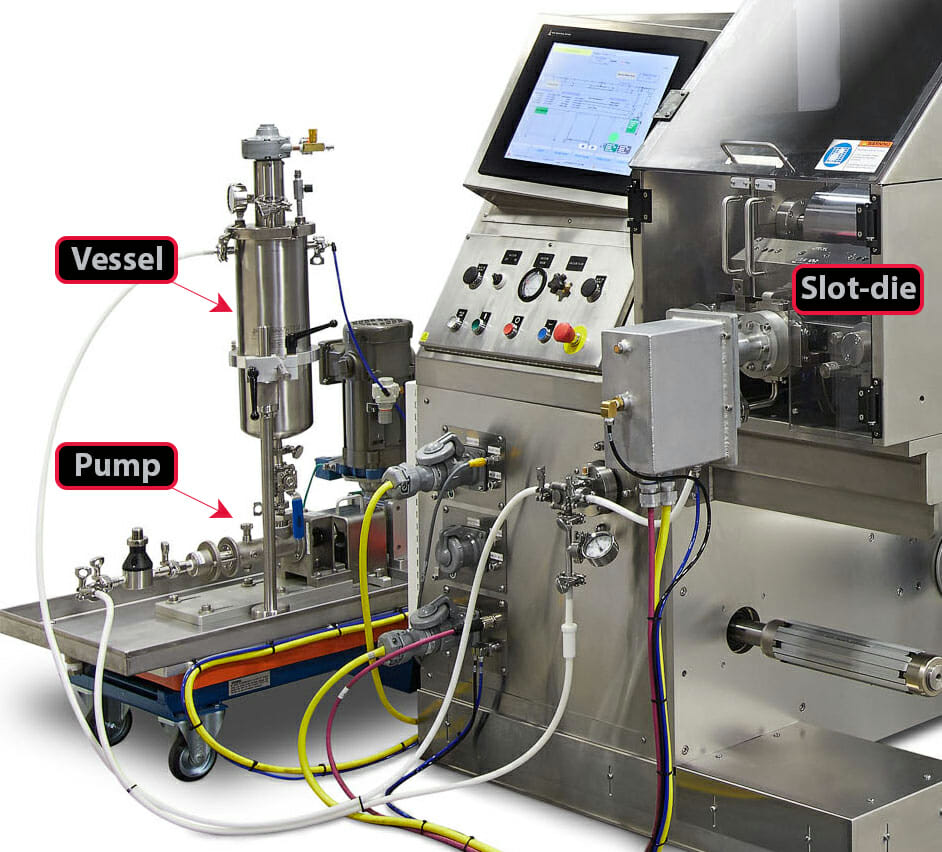
Because materials are stored in a supply vessel with slot die, there are other benefits.
- The supply vessel mixer reduces the chance of agglomeration.
- The headspace in the vessel can be inerted by pumping in CO2, Argon, or other gasses.
- The material can be vacuum de-gassed to remove air bubbles.
Quality Goal #4: Less waste
An ongoing issue with mechanically metered coating is the waste component. If you have a full material hopper but you’ve produced the quantity required, you can’t stop. You have to coat it out and use the entire supply whether you want to or not.
Slot die coating offers a clear advantage:
No waste. With slot die coating, the materials are in a closed system, and you can stop or start whenever you want. There is no cleanup, and you don’t throw any unused materials away.
No evaporation. Because the materials are in a closed system, evaporation is reduced and the chance your mixture could mix with other airborne chemicals or particles is eliminated.
No need to cut or clean connectors. You don’t need to create a continuously coated film, with slot die. Because the slot die allows you to stop and start material distribution — both in the machine direction and cross-web — you can produce strip and patch coating.
This can be beneficial if you are producing rectangular films that need to be stacked on top of each other. You avoid the time and expense of removing dried slurry to expose connector tabs.
Quality Goal #5: Safety
While there’s no guarantee what types of materials will be used in the future, presently, operator exposure to hazardous materials is an ongoing concern.
Slot die coating’s closed system can yield significant safety benefits. Operator exposure to hazardous solvents and vapors, such as N-Methyl pyrrolidinone and sulfuric acid, is minimal, as all materials are stored within the slot die head and slurry supply vessel.
Future-proof your battery coating choice
Converters must balance short-term costs with long-term needs. Short-term, with battery manufacturers only requiring standards such as 25 microns for minimum wet thickness, coating methods such as reverse roll coating may still be applied.
But long-term, the push towards more energy output in smaller packages will be relentless and more aggressive. Future-proofing your converting capabilities requires moving towards equipment best-suited to deliver on more challenging standards for the battery industry.
Choose the right methodology for your next coating project.
Download the Coating
Comparison Chart
