Web Coating Methods Comparison Chart: How to Choose the Right Methodology
If you’re new to the web coating process, let’s start out with an overview of how it works.
What is web coating?
In the converting process, web coating replaces a boundary layer gas at a solid surface with a layer of liquid, then solidifies the liquid layer by drying or curing.
It’s a complicated and delicate balance of fluid mechanics and interfacial phenomena.
Each web coating machine will have the same basic features:
In the machine below, you see the substrate unwind, solution delivery, coating applicator and drying/curing oven.
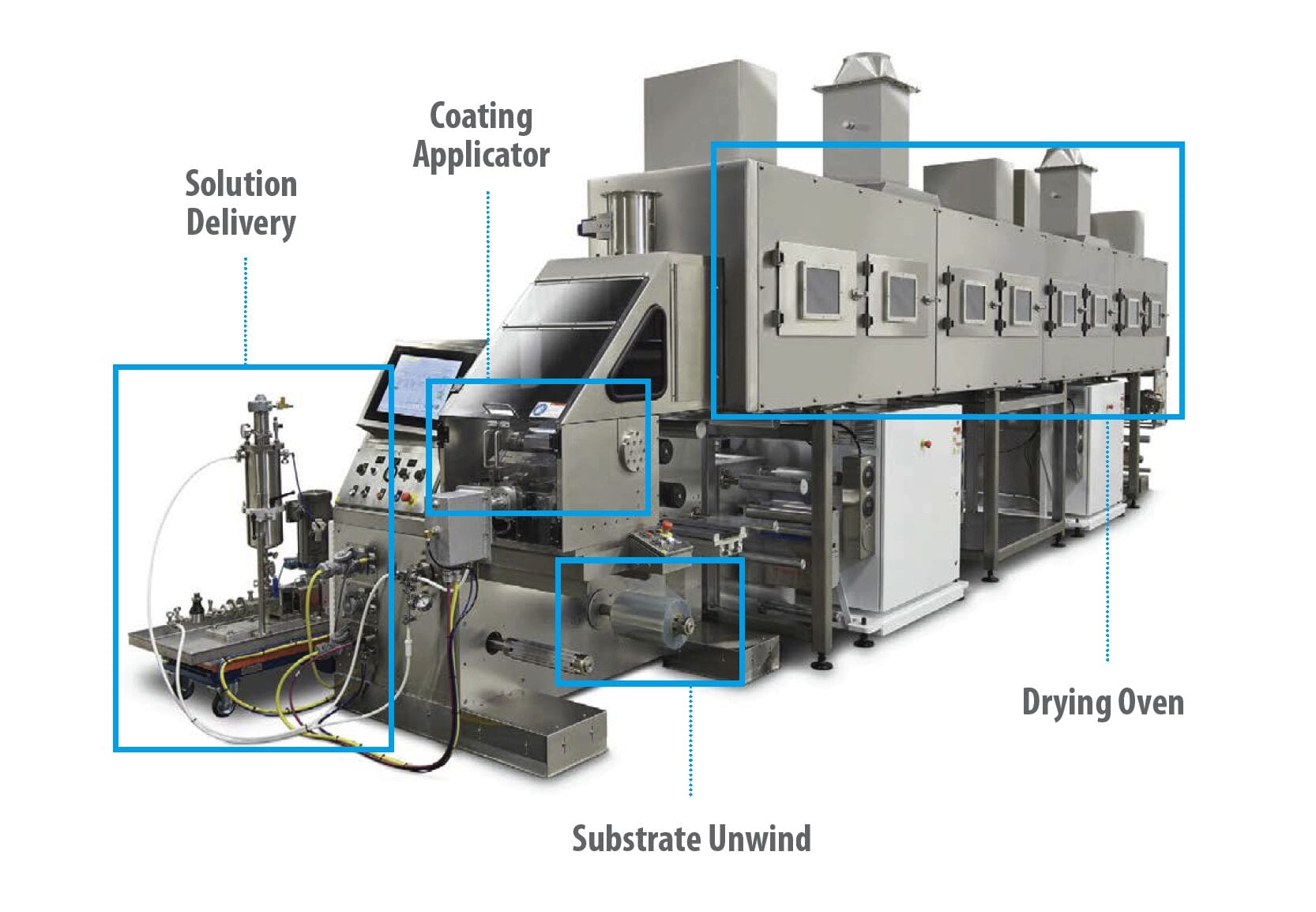
Then at the other end of the machine, the material rewind.

Multiple converting functions can take place within an integrated system. For example, integrate a coater with a drying station at the beginning of the point of the process, and then additional converting stations for die cutting, laser cutting, lamination and/or pouching at the end.
In this video, Scott Zwierlein of Frontier (a Delta ModTech company) provides us with an overview.
Before we get to the comparison chart, let’s establish some coating definitions.
Delivery methods
As Scott mentioned in the video, there are essentially two methods of delivering web coating, and within those delivery methods are the coating methods themselves.
1. Mechanical Metering
Mechanical metering requires a flooded surface and a mechanical device to wipe away excess and set the thickness of coating. The following coating methods are used with mechanical metering:
Reverse Roll
Reverse roll coating is considered a roll to roll coating methodology for wet coatings. Its unique feature is the two reverse running nips: An application roller runs in one direction, the support roller in the other.
Coating is applied in excess to the surface of the application roller, and the coating is then regulated at the metering nip.

Comma Roll
With comma roll coating, the coating solution is either dispensed directly to the substrate and metered via the comma roll; or the coating solution is metered by the comma roll onto an applicator roll then applied to the substrate.
Knife-over-roll
Coating fluid is dispensed to the substrate, which then passes through a knife and roller. The knife meters the coating to the required specs.
Meyer Rod
A roller applies the coating fluid to the substrate, and then a Meyer bar meters out the correct amount.

2. Volumetric Metering
Volumetric metering allows for the delivery of an exact volume of material to the substrate, which gives you the ability to control the thickness.
Slot Die
With slot die coating, the coating fluid is precisely delivered to the slot die head, then applied directly to the substrate.
Gravure
With gravure, the coating fluid is delivered onto a roller with patterns engraved into the face of the roll. Excess material is removed with a doctor blade. The volume of fluid in the engraved patterns is transferred to the substrate ensuring the precise amount of coating is applied.
Check out our post for more on slot die coating.
Comparison chart: Choosing what’s right for you
Now let’s compare the different methodologies.
In the chart below, there are several key terms you’ll need to understand. We’ve already touched on the delivery method above.
Viscosity Range
This is a measure of the thickness of the material. Fluid viscosity is measured in centipoises (cps). The more viscous the material, the less runny it will be. For example, the viscosity of water is 1 cps, while motor oil is 200 to 500 cps.
Shear Level
The amount of shearing force that’s put onto the fluid when its being coated. If you take a plate with wet glue on it; sandwich it with another plate; then slide one plate but keep the other steady — that’s shearing.
Shear level is based on speed and on distance between the plates. If they’re moving slow but are closing together, it’s considered high shear. If they’re moving fast but are far apart, it’s also a high shear.
Shear can be damaging to materials if you’re moving plates too fast for the thickness coating. Think about trying to spread peanut butter too fast on bread. The peanut butter won’t spread and you break apart the bread.
Minimum and Maximum Wet Thickness
The goal of a coating process is a dry coated film that is of a desired thickness. However, the application of that coating is done in the wet state. Therefore the thickness of the dry coating is a result of the thickness of the wet material when applied.
Depending on the end product, the thickness may be very thick like heavy-duty adhesives or very thin like window tinting. Each application method has an inherent range of wet thicknesses that work best.
Wet thickness is measured in microns, with one micron equaling one thousandth (.001) of millimeter.
Uniformity
This is the range of how uniform the coating is from edge to edge. If you’re trying to make a clear uniform coating, less variation in overall thickness of material is to your advantage.
Back in the 1920s, plate glass was not of uniform thickness, which gave it a wavy appearance. Today, in the automotive industry, a coating must be uniform on a headlight, so as to avoid a wavy appearance. Clarity is the key.
Now let’s identify the different color-coded regions on the chart below.
Grey = Best
Light Blue = Better
Dark Blue = Good
White = Average
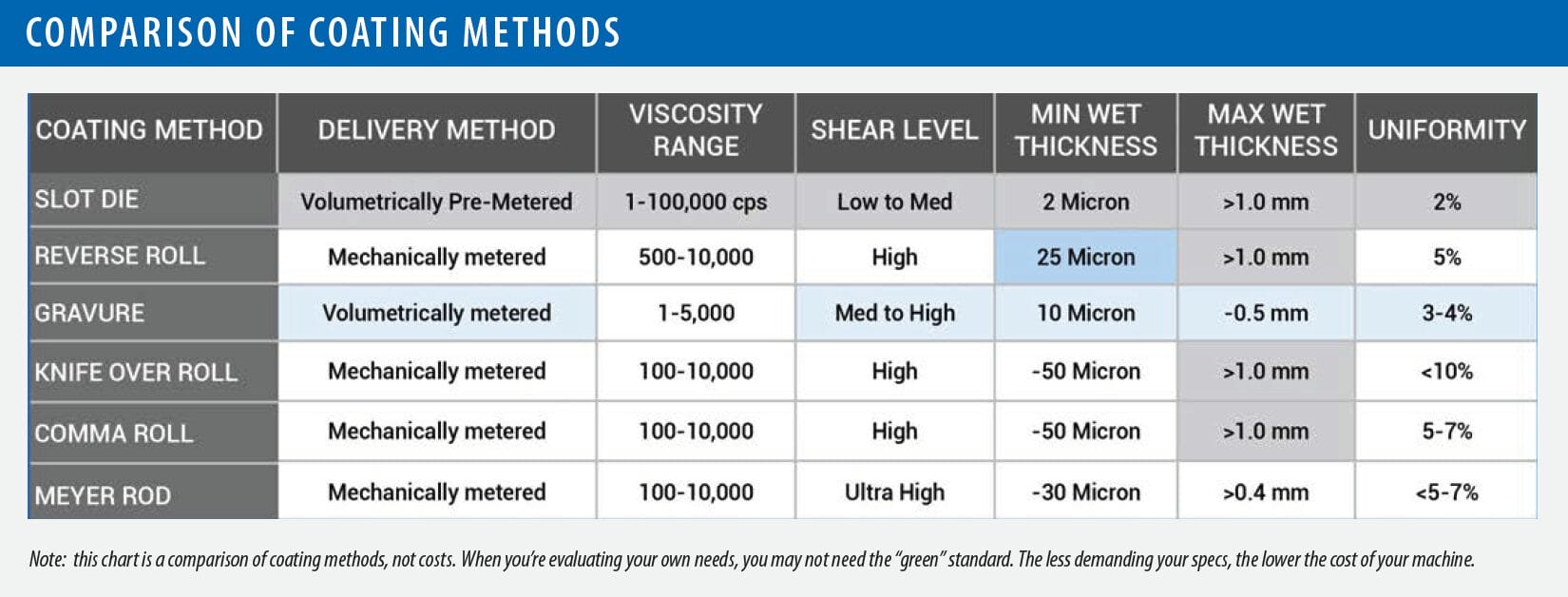
Note this chart is a comparison of coating methods, not costs. When you’re evaluating your own needs, you may not need the “green” standard. The less demanding your specs, the lower the cost of your machine.
Choose the right methodology for your next coating project.
Download the Coating
Comparison Chart
