
How to Make Your Rotary Die Live a Long, Profitable Life
With rotary dies, there are a number of factors involved with the tool’s lifespan. Some are based on mechanics. Some on environment. But many are under your control.
Cris Slay of RotoMetrics, who has shared his insights in our post on choosing a solid die versus a flexible die, told us two areas influence the die’s longevity: Mechanical aspects and Design aspects.
The mechanical aspects: Dealing with the doomsday equation
Slay has a simple equation explaining the main mechanical issue that can potentially spell doomsday for your rotary die.
Pressure = Friction = Heat = BAD
Perhaps it’s not an equation that you encountered in any engineering classes, but the logic behind it is rather straightforward. Heat is bad for steel. Because pressure causes friction, and friction then causes heat, you get BAD as a result.
“If I can get operators to think in those terms, we can break down the mechanical aspects of die cutting, and give them some tools to start influencing this cycle,” Slay said. He offers up these tips for dealing with the doomsday equation:
Lubrication. To deal with friction, the best tool is lubrication. Pressure is required to get the blades of the die to pierce the material. Naturally, with pressure, friction occurs. Lubrication can help you reduce the friction caused by the pressure.
This is regular (daily) maintenance that an operator must perform. But, as Slay notes, this isn’t always the case. “If someone gets busy, they may forget to do the task,” Slay said. “But it’s critical and needs to be an integral part of every press operator’s SOP.”

Pressure Monitoring. We know that pressure results in friction, so your goal should be to run the die with the least amount of pressure possible to get a successful conversion. Granted, you have to apply enough pressure to initiate cutting, so it’s a bit of a balancing act.
Slay notes that RotoMetrics’ Hydrajack devices can help you minimize excessive pressure. These tools monitor the pressure being applied into the die cutting system and then supply a data point, which can be used by the operator in this battle against premature die wear.
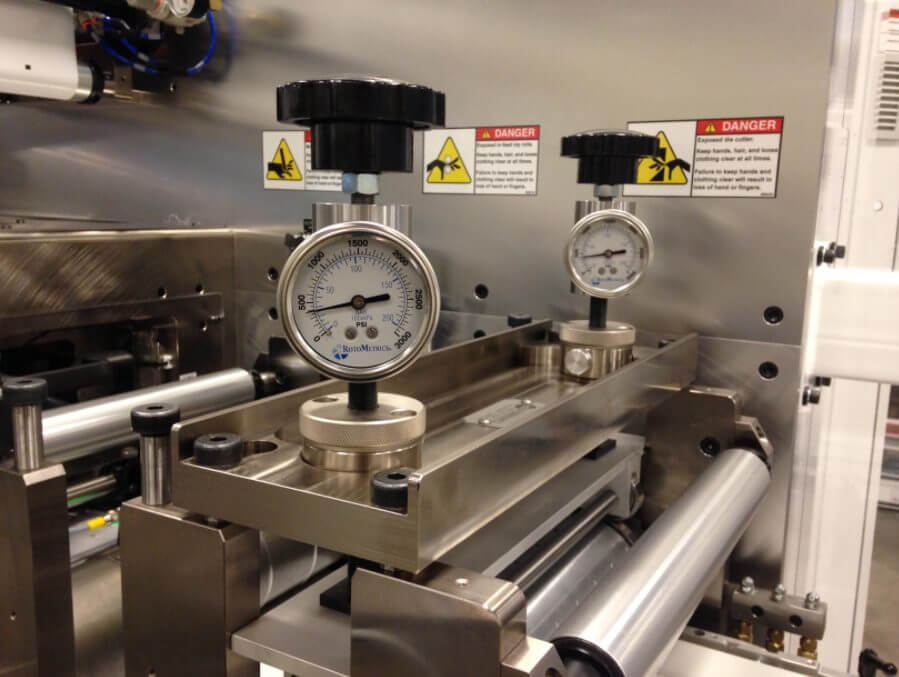
For example, if the pressure is set when the machine is cool and heat starts to build up over time, you will see the thermal expansion caused by the heat register on the Hydrajack pressure gauges. Pressure monitoring can also be accomplished with die-equalizers.
Reducing the pressure back down to the minimum required operating pressure will reduce the friction which will in turn reduce the heat, allowing us an opportunity to manage this “vicious cycle.”
Adjustable Clearance Anvil (ACA). Discussions about die life have to include Adjustable Clearance Anvils. ACAs allow an operator to change the depth of cut, on the fly. This allows the management of two key factors.

The first factor is the liner strike. Being able to adjust the depth of cut allows us to “dial in” the liner strike. We can create a lighter or deeper liner strike adjustment with just a turn of a dial. This can help with the inconsistencies of difficult conversions of multiple layers but may also allow you to reduce your die inventory. You may be able to have one die convert multiple materials.
The second factor is die life. Being able to adjust the anvil instead of only adding more pressure (with all the negative effects that brings) will allow you to get every revolution out of your tooling. You just might be able to squeeze out that last 5,000 feet after all.
Care and Handling. There is a human element – the operator’s specific care and handling of the die itself.
Both solid and flexible dies are high tolerance pieces of equipment. Only the top .0003 of the blade is involved in the actual cutting. If this small area gets damaged in any way – mishandled, dinged, mashed – the die stops working.
If that happens, the rest of the usable life of the die is potentially lost. In the case of a solid die, you would need a repair. If damage occurs to a flexible die, you’ll probably need to order a new one.
Operators needs to handle the die with great care, including:
- Don’t let the die blades come in contact with anything metallic.
- Don’t put the die on a bench or table where the blades aren’t protected by something soft.
- Always handle the die cautiously. Remember that it is delicate, sharp and most of the time, a heavy piece of equipment.
Slay says “take a beat” and think about keeping yourself safe when you handle the die. If you keep yourself safe, you will keep the die safe.
You can also use die carriers to move the die carefully and safely.

Design aspects: Factors that can influence pressure
The second part of prolonging die life involves the design process, which includes a number of factors.
Communication. Slay stresses the importance in communicating with your vendor exactly what your intentions are with the die during the design process. Do you need the die for 50,000 feet, or 50,000 feet per week for the next few years?

Communicating your requirements clearly to the vendor can help you get the best value for your money – and the die that will last the appropriate lifespan for your budget.
Pricing. Typically, the more expensive tools will last the longest – but does that equate to the best value for your money? It all depends on the project.
If it’s a short run, a flexible die makes sense and will last as long as the project requires. Conversely, a solid die with specialized treatments could result in a lower price per number of parts produced. Again, it depends on the project.
Support Systems. As we mentioned before, there are a variety of support systems that can help prolong the life of the die. An optimized overall process should integrate tools like hydraulic pressure gauges and adjustable clearance anvils.
Materials. The types of materials you use can have a dramatic impact on the die life. Are you cutting through ink, varnish or a printable top coating?

When we talk about abrasive wear characteristics, materials with a certain composition can be abrasive. For example, calcium carbonate and titanium dioxide – which can influence whiteness and opacity, respectively – can be hard on a die.
Configurations. Does the configuration of your design have deep points or narrow sections between blades? If areas like that wear out first, that can cause the tool to go bad prematurely. Design smart: Modify very acute points; add an arc or bow blade instead of a straight cut; and stagger rows of cavities.
All of these can reduce the amount of pressure required to make a die cut and therefore influence the pressure, friction, and heat cycle.
It’s a matter of time, but…
Die cutting is a physical action. You are using a steel blade to separate something into two pieces. The material you are cutting will always cause wear and tear on the die. It’s just a matter of time.
But managing the lifespan of your die is well within your power. With the right upfront planning, and smart operator practices, your die can live a profitable lifespan for your company.
