
Preventing Lamination Problems With 3 Basic Measurements
Lamination has become a regular part of the converting process. It’s hard to find a paper, film, or foil product that isn’t a laminate, whether the layers are from adding coatings or combining two or more substrates. The laminating process has become ubiquitous on converting machines.
However, with increasing complexity also comes greater potential for error. We reached out to Tim Walker, a consultant with TJ Walker and Associates and formerly with 3M, for some lamination insights for today’s converter.
The Big Problem: Having the Right Set-Up, Right From the Start
The biggest pitfalls for laminators has been the same one that has dogged converters since the dawn of, well, lamination: curl and bubbles.
Lamination is all about getting two materials to bond together. If you don’t manage the contact point well, air bubbles will get trapped in the middle. And if you don’t manage the tensions and elongations of the substrates, the laminate will curl or scroll up.
“Some materials tend to be stiff, such as with a piece of paper where the stretch is less than 1%,” Tim says, “So trying to dial in 0.1 or 0.2 elongation is difficult.”
The use of servo motors has provided increased flexibility for converters in terms of being able to adjust for correct levels of tension or web strain. However, the biggest problem is communicating with your equipment supplier to ensure your machine has the correct setup from the get-go.
It’s tricky, because a laminating machine may be designed to run typical materials with the most broad-based specs in mind. But what happens when a product has an atypical substrate, either an extremely thick and stiff or extremely thin and stretchy material?
It’s All About Tension Control
The stretch (also known as strain) from tension is the paramount issue with lamination. To create a consistent laminated product, you want constant tension or strain. However, unwind rolls with torque control will not create constant tension unless diameter changes and inertia are accounted for.
Tim uses the example of a giant roll of bathroom tissue (the kind you find at airports or large facilities) as an analogy. When the roll is large, it’s harder to accelerate the roll and the paper rips – that’s an inertia problem. As the roll gets smaller, the tension to turn the roll goes up (assuming a constant braking torque) and the tissue rips again.
The goal is to provide ongoing constant tension control. Servo motors with closed loop control provide a solution for continuously making adjustments in these situations. After constant tension unwinding, servo motors can really shine by dialing the web strains up or down, finding adjustments to make a strain-matched, no curl laminate. Establishing unwind tension and speed ratio recipes allows you to make the same flat laminate product every run.
Do Your Rollers Use the Force?
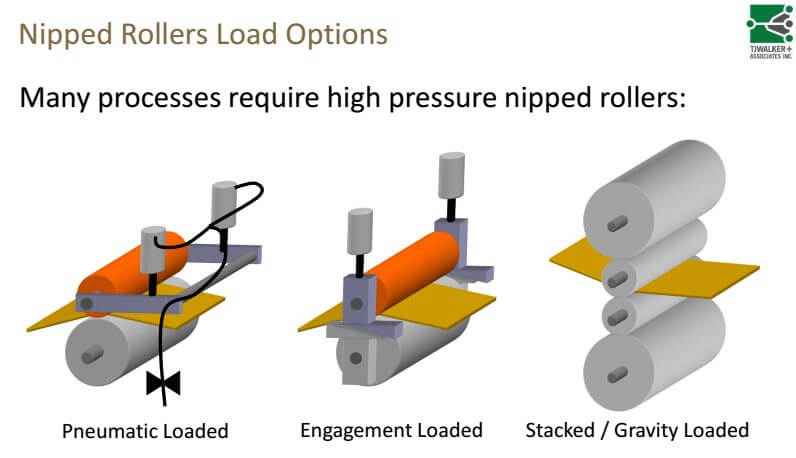
The second tricky issue of lamination is getting your rollers to pinch together correctly. You have a steel roller at the bottom and a rubber nip roller at the top. So how much should you push them together? This depends on the process materials and speeds.
If you are just squeegeeing out an air bubble, it doesn’t take much force. However, if you are trying to meter a coating or emboss a solid material, higher forces are required. Also, faster processes will require more force than slower processes.
Applying a load evenly across a nipping roller is more difficult when you get to a wider web. Tim uses a bookshelf analogy this time to explain the concept. When you have a wide book shelf, supported on two ends, and you overload it with too many books, it will sag. The same applies to a wide web; it’s hard to have uniformity at greater widths.
With a nod to our Jedi friends, the solution is about using the Force and knowing how much force your nipped rollers are creating. Nipping rollers can be loaded either by position control (with either a gap or indentation) or by force control. Though position control may be simpler, Tim prefers force control, in which you use an air cylinder to adjust the applied force.
He has a high degree of confidence in this approach, even though it’s an open loop system. To make it a closed loop system, use force gauges. “A force-loaded system will flex up and down, and it will keep delivering the force,” he said.
In this interview, Tim describes in greater detail the mechanics of how the two rollers press together, and why controlling it so important.
The 3 Measurements for Proper Lamination
We’ve given you some general concepts behind laminating and why it can be challenging. Tim’s solution is all about doing the math — or at least working with your equipment supplier to do the math. You need to know these three measurements to adjust the machine correctly:
- The thickness of the material
- The width of the material
- The modulus of elasticity for the material
With #3, Tim is referring to Young’s modulus of elasticity: When you put a force on the material, how much does it stretch, defined in units of stress and strain?
The trick with laminating, especially today with such challenging specs coming down the pipe, is knowing the modulus of elasticity for two dissimilar materials. It’s doable — sometimes the ratio can be 20:1 or higher — so in those cases, you need equipment that has extra high and low ranges.
How Do You Know What You Don’t Know?
This brings us back to the initial question: How can you purchase the correct laminating module for a machine if you don’t know what you’ll be converting down the line?
Answering that question requires an open flow of communication between you, the materials supplier, and the equipment supplier. With the usage of dissimilar materials increasing and automated assembly becoming the norm, it’s important that the calculations are correct upfront.
You can’t be expected to have a crystal ball with all the new innovations in materials. But you can stick to Tim’s three measurements to ensure your lamination efforts are flat and not scrolls.
